1.机制玻镁复合板的技术要求
1.1机制玻镁复合板是以两面强度结构层、绝热材料或不燃轻质结构材料为夹芯层,表面附有一面或两面铝箔,采用机械化工艺制成的复合板。
1.2机制玻镁复合板两面强度结构层应以中碱(或无碱)玻璃纤维布及植物纤维为增强材料,以镁水泥为胶凝材料制作。
1.3强度结构层、夹芯层和铝箔应一次复合而成,粘合牢固,无分层现象,内部绝热材料不得裸露在外。
1.4机制玻镁复合板应采用无碱或中碱玻璃纤维布生产时,玻璃纤维布应符合《菱镁制品用玻璃纤维布》WB/T 1036的规定;镁质硫酸盐水泥中的氧化镁应符合《菱镁制品用轻烧氧化镁》WB/T 1019的规定。
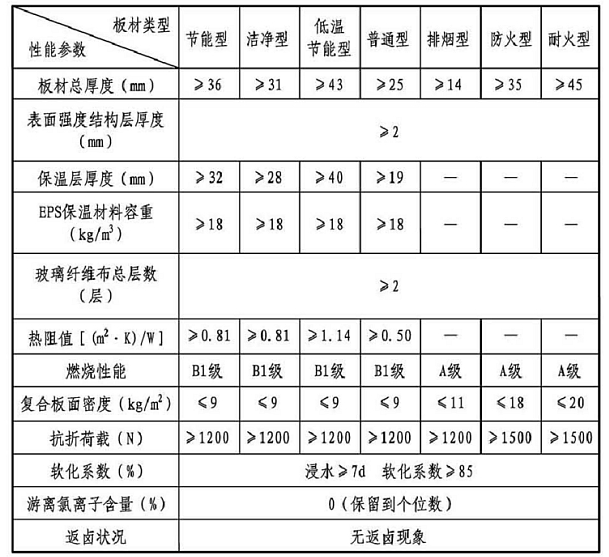
1.5机制玻镁复合板按其分类相应的物理性能应符合表1的规定。
2.机制玻镁复合板风管的制作要求
2.1板材放样下料应符合下列规定:
2.1.1板材的切割线应平直,切割面和板面成90°角。切割后的风管板材对角线长度的允许偏差为5mm。
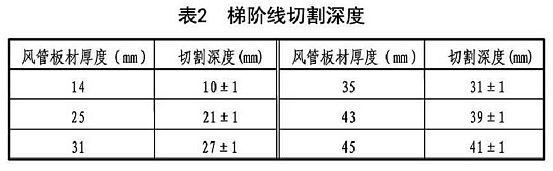
2.1.2直风管由4块板粘接而成(见本图集第95页)。切割侧
表1机制玻镁复合板的物理性能参数
板时,应同时切割出组合用的阶梯线,阶梯线的切割深度见表2。切割出梯阶线后,应刮去梯阶线外夹芯层,切割深度不应触及板
表2 梯阶线切割深度
2.1.3变径、三通、弯头等制作下料时,应先在机制玻镁复合板上定位画线,再切割下料。
2.1.4当风管边长大于风管板长度时,风管板可拼接。为保证连接处强度,应在风管板对接缝的两侧分别粘贴3~4层宽度不小于50mm的玻璃纤维布增强(见本图集第93页或第94页)。粘贴前应采用砂纸打磨贴面,并清除粉尘,粘贴牢固。
2.1.5板材切割完成后,在梯阶面上涂粘合剂。
2.1.6粘合剂应按产品技术文件的要求进行配置。应采用电动搅拌机搅拌,禁止手工搅拌。搅拌后的粘合剂应保持流动性。配制后的粘合剂应及时使用,粘合剂变稠或硬化时,不应使用。
2.2风管组合粘接成型应符合下列规定:
2.2.1风管端口应制作成错位接口形式。
2.2.2板材粘接前,应清除粘接口处的油渍、水渍、灰尘及杂物等。粘合剂应涂刷均匀、饱满。
2.2.3组装风管时,先将风管底板放于组装垫块上,然后在风管左右侧板阶梯处涂粘合剂,插在底板边沿,对口纵向粘接应与底板错位100mm,最后将顶板盖上,同样应与左右侧板错
位100mm,形成风管端口错位接口形式。
2.2.4风管组装完成后,应在组合好的风管两端扣上角钢制成的“Ⅱ”形箍,“Ⅱ”形箍的内边尺寸应比风管长边尺寸大3~5mm,高度应与风管短边尺寸相同。然后用捆扎带对风管进行捆扎,捆扎间距不应大于700mm,捆扎带离风管两端短板的距离应小于50mm。
2.2.5风管捆扎后,应保持风管四角平直,其端口对角线的允许偏差应符合《通风管道技术规程》JGJ 141的规定,并及时清除管内外壁挤出的余胶,填充空隙。
2.2.6粘接后的风管应根据环境温度,按照规定的时间确保粘合剂固化。在此时间内,不应搬移风管。粘合剂固化后,拆除捆扎带及“Ⅱ”形箍,再次修整粘接缝余胶,填充空隙,放置平整。
2.3本图集导流片采用镀锌钢板制作。
2.4机制玻镁复合板风管的加固应符合下列规定:
2.4.1矩形风管宜采用直径不小于10mm的镀锌螺杆做内支撑加固,内支撑件穿管壁处应密封处理。负压风管的内支撑高度大于800mm时,应采用不小于D22的薄壁镀锌钢管内支撑。
2.4.2风管内支撑横向加固数量、纵向间距等应符合《通风管道技术规程》JGJ 141的规定。具体做法参见国标图集14K118《空调通风管道的加固》。
2.5机制玻镁复合板风管在工作压力下的允许漏风量应符合《通风与空调工程施工质量验收规范》GB 50243的规定。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线